What are the benefits of using Antminer Silencer for mining noise control?
What Are the Benefits of Using Antminer Silencer for Mining Noise Control?
Cryptocurrency mining has evolved into a highly competitive and technically demanding industry, where efficiency and operational optimization are paramount. One of the most persistent challenges faced by mining operators is the excessive noise generated by high-performance mining equipment. This issue not only affects the working environment but can also lead to regulatory compliance problems and community complaints. Enter the Antminer Silencer, a groundbreaking solution designed specifically to address noise control in mining operations while maintaining optimal cooling performance. In this article, we’ll explore the benefits of using the Antminer Silencer, its technical features, and how it can transform your mining setup.
Product Introduction: The Antminer Silencer
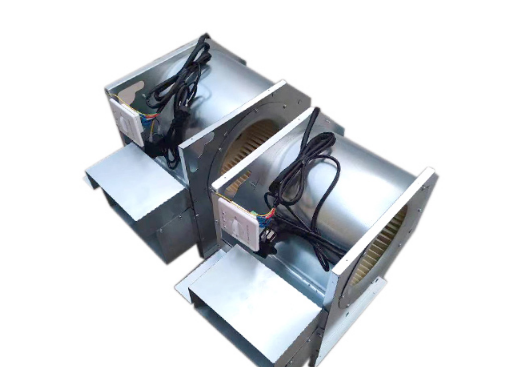
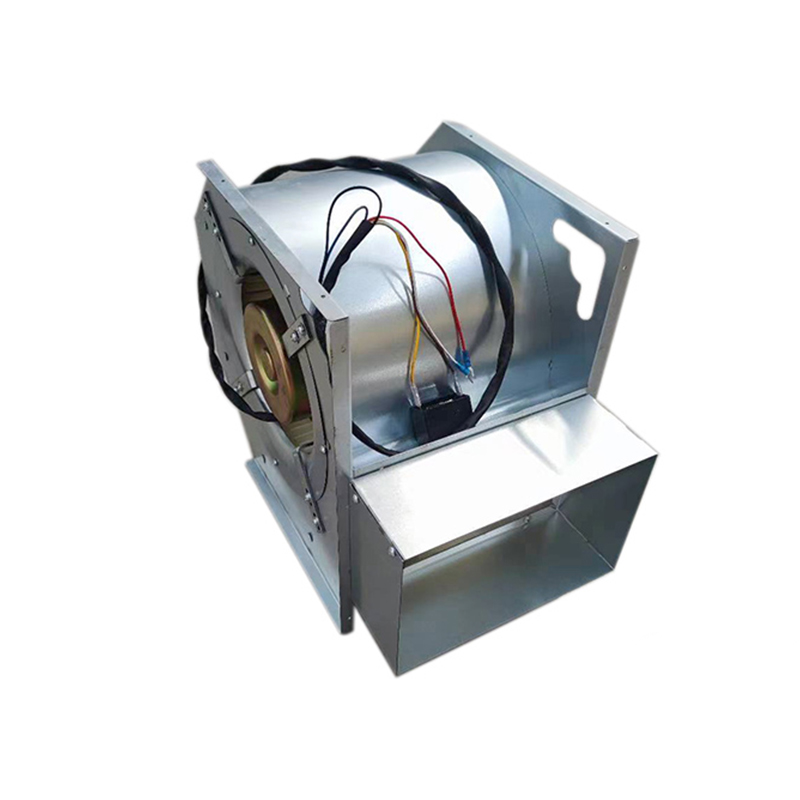
The Antminer Silencer is a professional-grade cooling and noise reduction system engineered to tackle the dual challenges of heat management and acoustic pollution in cryptocurrency mining facilities. Developed with advanced aerodynamic principles and robust engineering, this innovative product is designed to seamlessly integrate with a wide range of mining hardware, from small-scale rigs to industrial-grade setups.
At its core, the Antminer Silencer combines superior thermal management with exceptional noise reduction capabilities. Its compact design (300x200x90mm) houses a powerful 200W motor capable of generating substantial airflow at 2000 RPM, all while operating at just 60 decibels. This makes it one of the quietest cooling solutions available for mining operations, without compromising on performance.

Key Advantages of the Antminer Silencer
1. Advanced Thermal Engineering
The Antminer Silencer features pure copper wire construction, which delivers unparalleled heat dissipation capabilities. Copper is known for its excellent thermal conductivity, ensuring that heat is efficiently transferred away from mining equipment. This not only enhances the lifespan of your hardware but also maintains optimal operating temperatures, reducing the risk of overheating and downtime.
In practical terms, this means your mining rigs can operate at peak efficiency for longer periods, even in high-density setups. For example, in a facility running multiple S19 or S21 series miners, the Antminer Silencer ensures consistent cooling, preventing thermal throttling and maximizing hash rates.
2. Professional-Grade Noise Reduction
Noise pollution is a significant concern for mining operators, especially those operating in urban or residential areas. The Antminer Silencer addresses this issue head-on with its precision-engineered noise reduction technology. By operating at just 60 decibels, it creates a significantly quieter environment compared to traditional cooling systems, which often exceed 80 decibels.
This reduction in noise levels not only improves the working conditions for operators but also helps avoid potential conflicts with local noise regulations. For instance, a mining farm located near residential zones can benefit from the Antminer Silencer’s ability to maintain low noise levels while still delivering robust cooling performance.
3. Universal Compatibility
One of the standout features of the Antminer Silencer is its universal compatibility with a wide range of mining hardware. Whether you’re using the latest S21 or T21 series miners, specialized rigs like the KS5 or D7 models, or older-generation equipment, the Antminer Silencer’s adjustable suction interface ensures a perfect fit.
This versatility makes it an ideal solution for diverse mining operations, from small home setups to large industrial facilities. For example, a mining operator upgrading their fleet to the latest S21 series can seamlessly integrate the Antminer Silencer without needing additional modifications or adapters.

4. Intelligent Environmental Control
The Antminer Silencer is equipped with a three-speed control system, allowing operators to fine-tune airflow based on specific cooling needs. This intelligent feature ensures that the system operates at optimal efficiency, balancing cooling performance with energy consumption.
For instance, during periods of lower ambient temperatures, the fan speed can be reduced to conserve energy, while during peak mining activity, higher speeds can be activated to maintain optimal cooling. This level of control not only enhances operational efficiency but also extends the lifespan of both the cooling system and the mining hardware.
5. Superior Build Quality and Durability
Constructed with industrial-grade materials, the Antminer Silencer is built to withstand the rigors of continuous operation. Its premium components and protective circuitry ensure reliable performance even in demanding environments. This durability translates to reduced maintenance costs and fewer interruptions in mining operations.
For example, in a 24/7 mining facility, the Antminer Silencer’s robust construction ensures that it can handle constant use without degradation in performance, providing peace of mind for operators.
6. Space-Efficient Design
Space optimization is critical in mining facilities, where every square inch counts. The Antminer Silencer’s compact dimensions and efficient airflow design make it an ideal solution for space-constrained setups. Its ability to deliver high wind pressure and substantial air volume within a small footprint allows operators to maximize their facility layout without sacrificing cooling performance.
For instance, in a densely packed mining farm, the Antminer Silencer can be installed in tight spaces between rigs, ensuring effective cooling without obstructing airflow or access to equipment.
7. Energy-Efficient Operation
With a balanced power consumption of 200W, the Antminer Silencer delivers optimal cooling performance without significantly impacting overall mining operation efficiency. This energy-efficient design helps reduce operational costs, making it a cost-effective solution for both small and large-scale mining operations.
For example, in a facility running hundreds of miners, the cumulative energy savings from using the Antminer Silencer can result in substantial cost reductions over time, improving the overall profitability of the operation.
Real-World Applications and Benefits
Case Study: Urban Mining Facility
Consider a mining facility located in an urban area, where noise regulations are strict, and space is limited. Traditional cooling systems would likely generate excessive noise, leading to complaints from nearby residents and potential legal issues. By implementing the Antminer Silencer, the facility can maintain low noise levels while ensuring efficient cooling, allowing it to operate smoothly without disruptions.
Case Study: High-Density Industrial Farm
In a high-density industrial mining farm, heat management is a critical concern. Overheating can lead to reduced hash rates, hardware failures, and increased downtime. The Antminer Silencer’s advanced thermal engineering and universal compatibility make it an ideal solution for such environments, ensuring consistent cooling across all rigs and maximizing operational efficiency.
Conclusion: A Game-Changer for Mining Noise Control
The Antminer Silencer represents a significant leap forward in cryptocurrency mining noise control and cooling technology. Its advanced thermal engineering, professional-grade noise reduction, universal compatibility, and energy-efficient operation make it an indispensable tool for mining operators looking to optimize their setups.
By addressing the dual challenges of noise pollution and heat management, the Antminer Silencer not only improves the working environment but also enhances the overall efficiency and profitability of mining operations. Whether you’re running a small home setup or a large industrial farm, the Antminer Silencer offers a practical, reliable, and cost-effective solution to keep your mining operation running smoothly and quietly.
Investing in the Antminer Silencer is more than just a purchase—it’s a strategic decision to future-proof your mining operation, ensuring it remains competitive, compliant, and efficient in an ever-evolving industry.